
奥可鑫-金属修复与处理
 上门检修
上门检修  资质齐全
资质齐全  时间短,效率高,成本低
时间短,效率高,成本低 全国服务热线
13382412909
上门检修 资质齐全 时间短,效率高,成本低 13382412909

咨询热线
13382412909 17351108931



产品简介:液压缸活塞杆在使用的过程中,有的时候会出现拉伤、划伤或者是击伤等现象的发生。如果不对其进行及时的处理的话,轻则会影响正常使用,如:造成密封失效,导致液压缸漏油等,重则还会导致液压缸不能工作。那么当液压缸活塞杆出现拉伤、划伤或者是击伤时,我们应该如何正确修复液压缸活塞杆呢?
13382412909
正确的液压缸活塞杆修复工艺:
方法一、活塞杆离线修复法
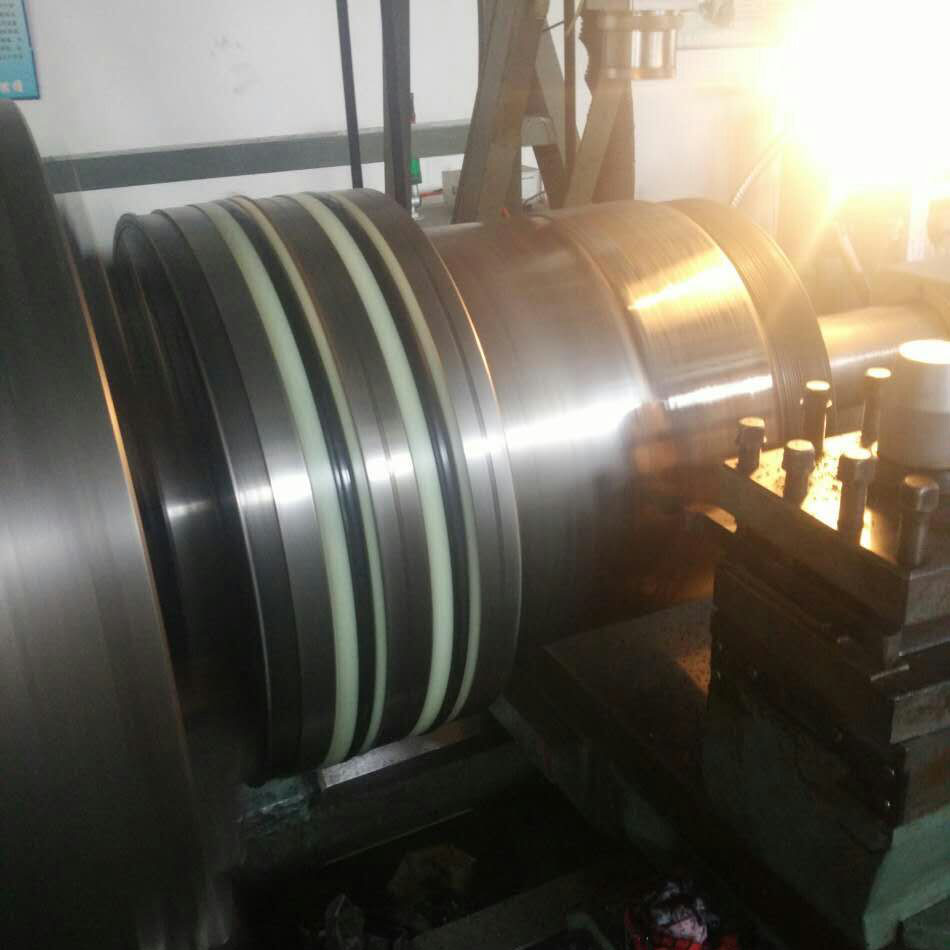
采用目前世界上最创新性技术的工艺-激光熔覆进行修复。
修复方法为:1)将活塞杆放置车床上车去表面疲劳层 2)利用激光熔覆技术在工件表面均匀熔覆上一层合金层。合金层的厚度取决于缺损量。3)对激光熔覆后的活塞杆进行磨床加工至标准尺寸。4)如果有需要可在工件表面进行镀铬处理;亦可不镀铬直接使用。
技术特点:
1.激光熔覆层与基体为致密冶金结合,结合强度高,不脱落。
2.加工过程热影响区和热变形小,不改变基材内部金属性能。
3.可实现工件表面性能的定制,熔覆耐磨损、耐腐蚀、耐高温等特殊功能层。
4.可修复活塞杆的各种损伤
技术参数:
适合材质:各类钢、铸铁
熔覆硬度:HRC20-HRC70
熔覆厚度:单层0.5-1.2mm,可累积
结合强度:大于本体材料的90%
方法二、活塞杆在线修复法
对于不方便拆卸的活塞杆我公司可以在线不解体修复。现场采用金属冷溶脉冲焊工艺修复。
修复特点:
1、结合牢固、致密,无脱落的可能。每个焊补点为补材与基材熔化后的再凝固,即在焊补点处,设备将补材与基材同时熔化,两种熔化后的液态金属融合后,重新固化,即缺陷的修补过程为补材与基材的二次冶金重熔。
2、常温焊补,基体不发热,焊补点附近金相组织不改变,无应力集中等现象。即每个单元焊补过程所需热能为设备的一次智能性的输出,95%以上用于熔化做功,剩余微量热量瞬间导散,故整个焊补过程基体及焊补点附近始终处于常温状态。
3、不产生热变形,不出现裂纹,无硬化、无硬点现象,不影响机械加工性能。
4、修补后余量小。无需进行机加工,只需用锉刀油石修整即可。
5、修复用时很短,可为企业节省大量时间,提高设备利用率。

活塞杆激光熔覆修复

活塞杆激光熔覆修复

活塞杆拉伤现场修复

品牌企业
实力雄厚,值得信任
中国交通企业协机械零件修理中心、中国设备管理协会机械零件修理中心、中国机械工程学会设备维修分会机械零件修理中心,设备维修一级资质企业。
技术精密修复
品质卓越,完美修复
潜心研制出五项国内精密修复技术,其中两项为国内创造性技术,一项居世界创新性技术水平,在跨行业技术、材料的应用中填补了多项国内技术空白,彻底解决机械零件损坏问题!


无须拆卸
上门维修,省心省力
奥可鑫激光修复,无须拆卸,并且上门进行维修,可节省拆卸及来往运输的时间5个工作日,大大降低了企业的成本。
贴心服务
7*24小时为您提供服务
24小时在线服务,可上门进行维修,节省您的时间,提高工作效率;免费上门查看现场,提供技术支持,让您毫无后顾之忧


 服务热线:13382412909
服务热线:13382412909
 公司电话:13382412909
公司电话:13382412909
 公司手机:13382412909
公司手机:13382412909
 公司QQ :6203104
公司QQ :6203104
 公司邮箱:liyongguo@aokesin.com
公司邮箱:liyongguo@aokesin.com
 公司地址:苏州市吴中区胥口镇合丰路合丰村文体中心
公司地址:苏州市吴中区胥口镇合丰路合丰村文体中心

电话:13382412909
传真:0512-66037325
邮箱:liyongguo@aokesin.com
地址:苏州市吴中区胥口镇合丰路合丰村文体中心

扫一扫 添加客服微信



